
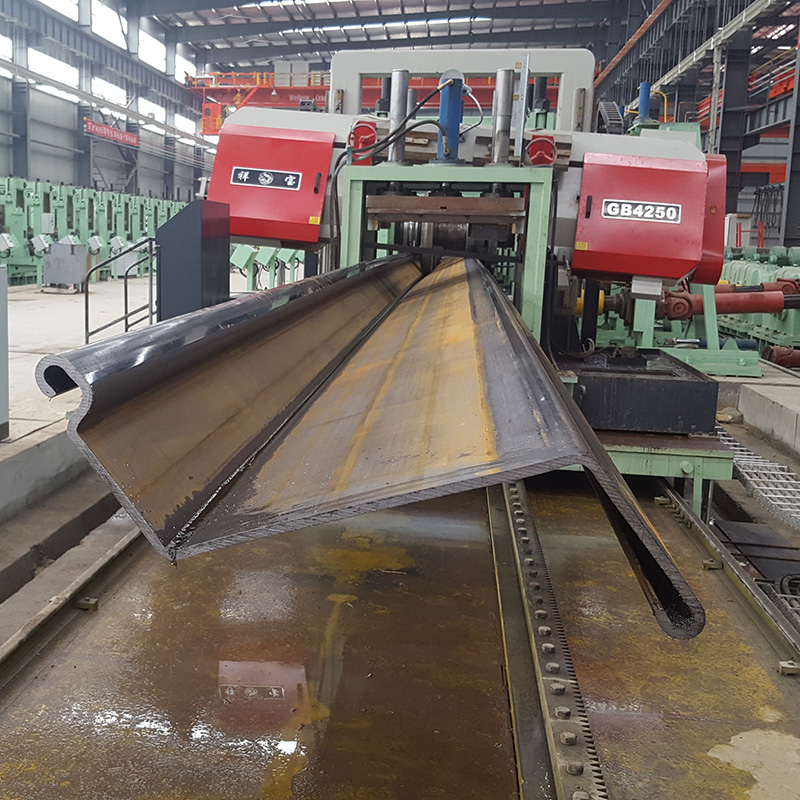
Stållisten utsettes for kontinuerlig kaldbøydeformasjon for å danne en Z-formet, U-formet eller annen form i snitt, som kan kobles til hverandre gjennom låsen for byggefundamentplater.
Stålspunt produsert ved valsing av kaldforming er hovedproduktene av kaldformet stål i anleggsteknikk.Stålspuntene slås (presses) inn i fundamentet med en peletrekker for å koble dem sammen til en stålspuntvegg for å holde fast på jord og vann.Vanlig brukte tverrsnittstyper er: U-formet, Z-formet og rett banetype.Stålspunt er egnet for å støtte opp mykt fundament og dype grunngroper med høy grunnvannstand.Konstruksjonen er enkel, og fordelene er god vannstopp ytelse og kan gjenbrukes.Leveringsstatus for stålspunt Leveringslengden for kaldformede stålspunt er 6m, 9m, 12m, 15m, og kan også bearbeides i henhold til brukernes krav, med en maksimal lengde på 24m.(Hvis bruker har et spesielt lengdekrav, kan det foreslås ved bestilling) Den kaldformede stålspuntpelen leveres etter faktisk vekt, eller etter teoretisk vekt.Bruk av stålspunt Kaldformede stålspuntprodukter har egenskapene til praktisk konstruksjon, rask fremgang, ikke behov for stort konstruksjonsutstyr og gunstig seismisk design i sivilingeniørapplikasjoner, og tverrsnittsformen til kaldformet stålplate peler kan endres i henhold til de spesifikke forholdene til prosjektet og lengden, noe som gjør den strukturelle utformingen mer økonomisk og rimelig.I tillegg, gjennom den optimaliserte utformingen av seksjonen av kaldformede stålspuntprodukter, er kvalitetskoeffisienten til produktet betydelig forbedret, vekten per meter pelveggbredde er redusert, og prosjektkostnaden er redusert.
Enheten har følgende fordeler:
●Forbedre driftsytelsen og produksjonsytelsen
●Høy grad av automatisering, reduserer personellinnsats
●Forbedre driftsmiljøet og sikkerheten
● Forbedre stabiliteten til produktkvalitet, stabil og pålitelig støping, og kan møte produksjon av materialer med forskjellig tykkelse og styrke
●Forbedre produktutbyttet
●Reduser kostnadene for utstyr
● Ved å bruke den ekte tyske COPRA-passdesignprogramvaren, ved å analysere belastningen til kaldbøyningsprofilformingsprosessen, kan den mest passende kaldbøyningsformingsprosessen og deformasjonspassasjen bestemmes før rullen produseres, og finite element simuleringsteknologien kan brukes til å simulere I prosessen med kaldvalseforming optimaliseres valsedesignet, og stress-tøyningssimulering brukes til å verifisere om det er et farlig område som er utsatt for defekter i designet.
●For å spare tid for å bytte ruller ved endring av spesifikasjoner, er hurtigskiftende aksel- og drivaksel hurtigutkoblingsanordninger og rulleskiftende verktøy forberedt.
Innleggstid: 21. februar 2023